你有没有想过,那些精密的数控机床是如何在瞬间完成刀具的更换,从而实现高效、精准的加工?这其中,圆盘式刀库扮演着至关重要的角色。它就像一个自动化的小仓库,存储着各种不同的刀具,并能根据指令迅速准确地选出所需的工具。今天,就让我们一起揭开圆盘式刀库换刀原理的神秘面纱,看看它是如何实现这一神奇操作的。
圆盘式刀库的构造与功能

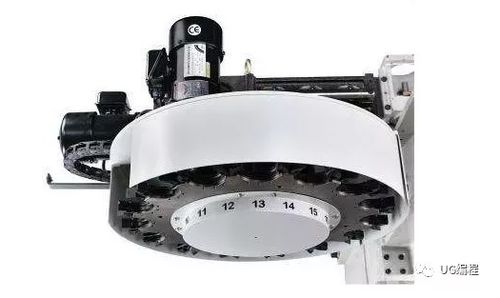
要理解圆盘式刀库的换刀原理,首先得了解它的构造。圆盘式刀库主要由刀盘、轴承、电机、槽轮、箱体和感应器开关等部件组成。刀盘是刀库的核心,上面分布着多个刀座,每个刀座都可以存放一把刀具。电机带动刀盘旋转,通过槽轮和感应器开关,控制系统可以精确地知道刀盘上每把刀具的位置。
圆盘式刀库的主要功能是存储和更换刀具。在加工中心工作时,根据加工程序,控制系统会发出指令,选择需要使用的刀具。刀库旋转到目标刀号位置,将刀具送到指定位置,完成换刀操作。这种自动化换刀方式大大提高了加工效率,减少了人工干预,也降低了因人为操作失误带来的风险。
换刀原理:选刀与换刀的完美配合

圆盘式刀库的换刀过程可以分为两个主要步骤:选刀和换刀。选刀是指控制系统根据指令,将所需的刀具移动到换刀位置;换刀则是机械手将主轴上用过的刀具取下,安装上新选好的刀具。
选刀的过程是这样的:当操作者在自动方式下执行换刀指令时,系统会首先取消刀具补偿、关闭冷却液、取消高速高精度加工等命令,确保主轴处于正确的状态。接着,主轴定向,检测机械手的0度到位信号、刹车信号、扣刀信号、刀套水平信号,主轴卡刀信号、计数器信号均为正常时,系统才会执行换刀动作。如果这些信号不正常,系统会发出报警信息,提示操作者换刀条件不满足,不能执行换刀动作。
换刀过程则更加复杂。首先,系统会根据就近原则选刀,刀盘旋转到目标刀号位置。刀套垂直电磁阀吸合,系统检测到刀套向下到位信号满足时,Z轴将抬起到换刀点(即第二参考点)。机械手旋转到扣刀位置,系统检测到刹车到位信号和扣刀到位信号后,主轴执行松刀动作,此时刀具会被安全夹在机械手臂上,并吹气,目的是吹掉刀具上的水和灰尘,防止刀具装进主轴后,损坏主轴。系统检测到刀具松开到位信号后,机械手旋转180度,将主轴上和刀套上的刀具进行互换,主轴卡紧刀具,系统检测到刀具卡紧到位信号时,机械手旋转到0度,刀套向上电磁阀吸合,刀套向上水平,主轴上的刀具现在已经放到了刀库里,从刀库里取出的刀具也卡在主轴上,系统检测到刀套向上退到位信号和刀具已经卡紧的信号,系统会自动将用户所编辑程序的大部分模态指令恢复,完成整个还刀取刀动作。
自动与手动换刀:灵活应对不同需求
圆盘式刀库的换刀方式分为自动和手动两种,以适应不同的加工需求。
自动换刀的操作相对简单。在自动方式下(MDI、EDIT)执行TXX(数值为1——刀库的最大容量数量);M06,格式如下:T; M6;用T后面的两位数指定所需使用的刀具号,T代码和M代码分2行编写,且T代码和M代码之间可以编写加工代码,能够实现预选刀具,该指令将使机床以快捷方式选择刀具。需要注意的是,当指定了规定数量之外的刀号时,将发生报警(换刀T代码非法);在同一程序段指定X、Y轴移动和换刀时,例如(G00X500M06T02),刀库的旋转与X、Y轴移动同时进行;指定的刀具号与当前主轴上的刀具号相同时,只进行主轴定向,Z轴返回原点,不进行换刀操作。
手动换刀则相对复杂一些。首先需要确认需要更换的刀具,并确保主轴上的刀具与所需更换的刀具一致。打开机械手刹车,摇动机械手,使其移动到主轴的正上方。拔下旧刀具,安装新刀具,释放机械手,关闭机械手刹车,最后检查刀具是否安装正确。手动换刀需要特别小心,确保机械手和主轴的位置正确,以避免损坏刀具或机械手。同时,还需要