你有没有想过,在那些高速运转的加工中心里,刀具是如何像变魔术一样迅速更换的?这背后其实是一个精密而复杂的换刀过程,尤其是圆盘刀库,它就像一个多才多艺的魔术师,能在瞬间完成刀具的切换。今天,就让我们一起走进加工中心圆盘刀库的换刀世界,看看它是如何施展这神奇“魔法”的。
圆盘刀库的构造与优势
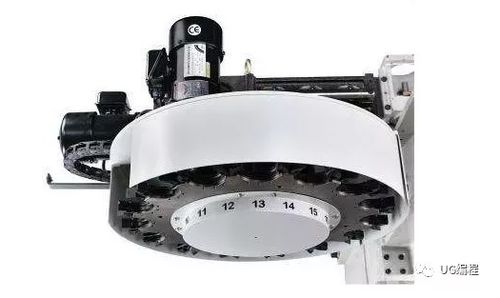
圆盘刀库,顾名思义,它的核心是一个旋转的圆盘,上面分布着多个刀座,每个刀座都可以存放一把刀具。这种设计不仅让刀具的存储更加紧凑,也使得换刀过程更加高效。与斗笠刀库和链式刀库相比,圆盘刀库的换刀速度更快,灵活性更高,这也是它成为加工中心的主流选择的原因之一。
圆盘刀库的组成部件非常精密,包括刀盘部件、轴承、轴承套、轴、箱盖、拔销、锁止盘、电机、槽轮、箱体和感应器开关等。这些部件协同工作,确保了刀库的稳定运行和精准换刀。例如,电机负责驱动刀盘旋转,槽轮和拔销则负责将旋转运动转换为线性运动,从而实现刀具的抓取和释放。
换刀过程详解

换刀过程可以分为三个主要步骤:装刀、选刀和换刀。每个步骤都充满了科技的魅力,让人不禁感叹人类的智慧。
装刀

装刀是换刀过程的第一步,也是基础。刀具需要被装入刀库的刀座中。这里有两种装刀方式:任选刀座装刀和固定刀座装刀。任选刀座装刀方式下,刀具可以随意放入任何一个刀座,但需要记住每个刀具所在的刀座号。固定刀座装刀方式则要求刀具必须放入预设的刀座中,这种方式虽然操作简单,但灵活性较差。
装刀时,操作者需要将刀具轻轻推入刀座,确保刀具的底部与刀座底部紧密贴合。同时,还需要检查刀具的安装是否牢固,避免在换刀过程中发生松动。
选刀
选刀是换刀过程中的关键步骤,它决定了哪把刀具将被使用。选刀方式主要有两种:顺序选刀和随意选刀。
顺序选刀方式下,刀具按照工艺过程的顺序依次安装在刀座中,使用时也按照这个顺序逐一取用。这种方式简单易行,但灵活性较差,不适用于复杂的加工任务。随意选刀方式则更加灵活,刀库的每个刀座都会被编码,数控机床根据编码地址选刀。这种方式应用广泛,尤其是在圆盘刀库中。
在随意选刀方式下,数控系统会根据程序中的T指令(刀具号)来确定目标刀具的位置。例如,如果程序中出现了T01,那么数控系统就会找到编码为01的刀座,并旋转刀盘,将对应的刀具对准换刀位置。
换刀
换刀是整个过程的“高潮”,它将新刀具安装到主轴上,并将旧刀具送回刀库。这个过程通常由机械手来完成,机械手就像一个灵活的助手,能够在刀库和主轴之间快速传递刀具。
换刀过程的具体步骤如下:
1. 刀库旋转:数控系统发出指令,刀盘开始旋转,将目标刀具对准换刀位置。
2. 刀具抓取:机械手伸入换刀位置,通过机械爪或磁力装置抓取新刀具。
3. 刀具更换:机械手将新刀具安装到主轴上,同时从主轴中取出旧刀具。
4. 刀具归位:旧刀具被送回刀库,通过旋转刀盘,将其归位至原来的位置,或根据管理策略归位至特定位置。
这个过程非常迅速,通常只需要几秒钟就能完成。机械手的动作精准而流畅,确保了刀具更换的准确性和效率。
换刀指令与编程
为了实现自动换刀,数控系统需要接收并执行一系列的换刀指令。这些指令包括刀库正反转指令、刀具号设定指令和就近选刀指令等。
刀库正反转指令用于控制刀盘的旋转方向,刀具号设定指令用于设定目标刀具的编号,就近选刀指令则用于选择距离当前刀位最近的刀具。这些指令的编程相对简单,但需要精确控制,以确保换刀过程的顺利进行。
在编程时,通常会将选刀和换刀指令分开进行。选刀指令(T)用于指定目标刀具的编号,而换刀指令(M06)则用于执行换刀动作。为了提高机床的利用率,选刀动作通常与机床的加工动作重合,即在机床加工的同时进行选刀,从而减少加工时间的