你有没有想过,一台加工中心是如何在短短几秒钟内完成刀具的更换,从而实现高效、精准的加工?这背后其实蕴含着精密的机械设计和智能的控制技术。今天,就让我们一起揭开加工中心换刀的工作原理,探索这个自动化过程的奥秘。
加工中心换刀系统的组成
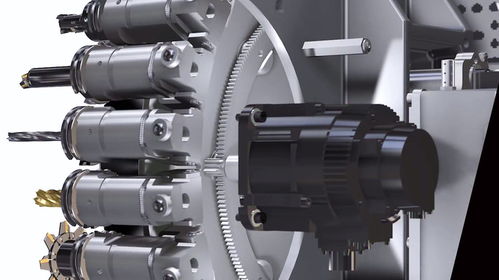
要理解加工中心换刀的工作原理,首先得知道它的基本组成部分。简单来说,加工中心的换刀系统主要由刀库、机械手和控制系统三个部分构成。刀库就像一个巨大的工具箱,里面存放着各种不同规格和类型的刀具。机械手则是负责在刀库和加工区域之间传递刀具的“搬运工”。而控制系统则是整个换刀过程的大脑,它协调着刀库和机械手的每一个动作,确保换刀过程准确无误。
刀库的种类多种多样,常见的有圆盘式、斗笠式和链式等。圆盘式刀库就像一个旋转的盘子,刀具分布在盘面上;斗笠式刀库则像一把斗笠,刀具分布在碗状结构上;链式刀库则像一条链条,刀具依次排列在链条上。不同的刀库适用于不同的加工需求,选择合适的刀库对于提高加工效率至关重要。
换刀过程详解

接下来,让我们详细了解一下换刀的具体过程。整个过程可以概括为选刀、抓刀、换刀和放刀四个步骤。
选刀是第一步,也是至关重要的一步。控制系统会根据加工需求,从刀库中选择合适的刀具。这个过程需要确保所选刀具的尺寸、类型等参数与当前加工需求相匹配。选刀的方式主要有顺序选刀和任意选刀两种。顺序选刀是将刀具按照预先确定的加工顺序依次安装在刀座中,换刀时,刀库按顺序转位。这种方式控制简单,但灵活性差。而任意选刀则是通过编码方式,数控机床根据编码地址选刀,这种方式应用更广泛,因为它更加灵活,可以随时调整刀具的安装位置。
抓刀是第二步,机械手从刀库中选取一把刀具,并将其固定在主轴上。这个过程需要精确控制机械手的运动轨迹,确保刀具能够稳定、准确地被抓取。机械手通常由机械手臂和回转轴组成,通过气压缸实现伸缩和回转动作。抓刀时,机械手会夹紧刀具的刀柄,确保刀具在传输过程中不会发生松动或脱落。
换刀是第三步,机械手将主轴上的旧刀具取下,并将新刀具安装到主轴上。这个过程中,机械手的动作需要与主轴的运动相协调,确保换刀过程的顺利进行。换刀时,机械手会先将主轴上的旧刀具松开,然后将其取下,再将新刀具安装到主轴上,最后固定新刀具。
放刀是最后一步,机械手将新安装的刀具放回刀库,并释放对刀具的固定。至此,整个换刀过程完成。放刀时,机械手会将新刀具放回刀库的指定位置,并确保刀具的安装牢固。
换刀原理的实现

加工中心换刀原理的实现,离不开高精度的硬件配置和智能的控制系统。为了实现快速、准确的换刀,加工中心通常采用高刚性、低惯性的机械结构,以及高精度的伺服电机和传动系统。这些硬件配置确保了机械手和主轴的每一个动作都能精确执行。
控制系统是实现换刀原理的核心。通过精确控制机械手的运动轨迹和主轴的运动,控制系统能够协调各个环节的工作,确保换刀过程的顺利进行。同时,控制系统还负责监控整个换刀过程,如果出现异常情况,能够及时采取应对措施。
编程与优化也是实现换刀原理的重要手段。为了提高换刀效率,需要对机械手和主轴的运动进行精确编程。通过优化控制算法,可以减少换刀过程中的空闲时间,从而提高换刀速度。
不同换刀方式的比较
加工中心换刀的方式多种多样,常见的有机械手换刀和主轴换刀两种。圆盘式刀库和链式刀库一般采用机械手换刀,而斗笠式刀库一般采用主轴换刀。
机械手换刀具有结构灵活、换刀速度快、刀具种类多等优点,适用于各种类型的加工中心。机械手换刀的缺点是结构复杂,成本较高,维护难度较大。
主轴换刀则具有结构简单、成本较低、维护方便等优点,但换刀速度相对较慢,刀具种类也相对较少。主轴换刀适用于小型加工中心,特别是那些加工工序较少、精度要求不太高的机床。
加工中心换刀的未来发展
随着科技的不断进步,加工中心换刀技术也在不断发展。未来,加工中心换刀系统将更加智能化、自动化,换刀速度和精度也将进一步提高。同时